
まず、穴加工は、ただ加工機で材料に穴を開けるだけではありません。実際には穴をあけた後にどのような加工を施すかによって、用いられる工具は変わります。アルミの穴加工に使われる工具は主に以下の3つです。
・タップ
・リーマ
・ザグリ
穴に施す加工によって、用いられる工具が異なるだけでなく、使用される場面が違います。以下でそれぞれの加工方法について詳しく解説します。
アルミ加工におけるコストダウン提案なら
こちらの記事では、アルミ加工のプロフェッショナルであるアルミ加工コストダウンセンターが穴加工の方法や種類、ねじ穴加工時のポイント、さらには実際の加工事例についてご紹介します。
まず、穴加工は、ただ加工機で材料に穴を開けるだけではありません。実際には穴をあけた後にどのような加工を施すかによって、用いられる工具は変わります。アルミの穴加工に使われる工具は主に以下の3つです。
・タップ
・リーマ
・ザグリ
穴に施す加工によって、用いられる工具が異なるだけでなく、使用される場面が違います。以下でそれぞれの加工方法について詳しく解説します。
穴加工を施すことで用途が変わっていき、穴加工に用いられる工具の数だけ加工方法が存在します。代表的な加工方法が以下の物です。
タップ加工はねじ切り加工とも呼ばれ、タップと呼ばれるネジ切りの専用刃物でねじ穴を製作していきます。タップの先端にはギザギザした加工が施されていて、これを一定の回転速度で穴に加工していくことでねじ切り穴が完成します。
リーマ加工はリーマを使って高精度、かつ穴内部の表面の粗さを無くし綺麗にする加工のことです。リーマには側面に刃がついていて、これによって穴の内部の表面を薄く削り取ることができます。
ザグリ加工はボルトやねじの頭部が出っ張らないように穴を開ける加工のことで、入口部分を広く窪ませる加工となっています。この加工を施す為にザグリカッターと呼ばれるものが用いられ、穴をあけた後にエンドミルで再度加工するのが一般的な工程となっています。
アルミニウムのねじ穴を加工するに当たっていくつかの注意点があります。
まずは、材料の材質や硬度に適したタップやキリなどを選定する事です。適当なものを選ぶことで、刃物の摩耗を抑えることができたり、材料が割れてしまうことを防ぐことができます。また、これに伴って切削速度も考慮することも重要で、切削速度が速すぎると穴内部の表面が粗くなってしまい、精度を出すことが出来ません。
さらに下穴径にも注意が必要です。これは下穴加工の際にはねじ精度が悪化してしまったり、ねじの有効長が短くなってしまうという問題点が発生してしまうためです。また、切りくずの排出環境も考慮しなければならないなど、ねじ穴加工には様々な注意点があります。
アルミ加工コストダウンセンターを運営する岡部機械工業では、アルミニウム1000系から7000系まで様々なアルミの加工に対応可能です。
当社ではねじ穴加工について、材料がアルミニウムはもちろんのこと鉄やステンレスのご依頼についても多くの実績がございます。また、A5052のM0.6の加工も過去にはご依頼いただいただけでなく、熱処理を施した材料の加工にも対応した経験と実績がございます。
特に、M0.6のねじ穴加工に関しては求められる精度が非常に高いうえに、焼き入れを加えた材料の場合は硬度も格段に高くなるため加工が難しいとされていますが、アルミ加工コストダウンセンターであれば高精度な加工技術を有しているため対応が可能です。
長年積み上げてきた実績とノウハウを駆使して、高精度なねじ穴加工品をご提供いたしますので、是非お問い合わせ下さい。
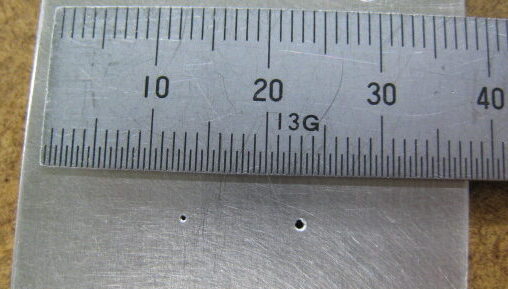
こちらは実際のアルミ(A5052)におけるねじ穴加工の写真です。
左側がM0.6、右側がM1.0の穴となっています。
アルミ加工コストダウンセンターでは高い精度の求められる加工でも対応することができます。
今回はアルミのねじ穴加工についてお伝えいたしました。
アルミ加工コストダウンセンターを運営する株式会社岡部機械工業では、社内生産に加えて全国の100社を超える協力会社ネットワークと、海外外注ネットワークによる量産体制を整えています。そのため、旋盤加工やマシニング加工、研削加工などの加工から溶接、表面処理まで一貫して対応しています。
アルミ加工に関してお困りごとがございましたら、アルミ加工コストダウンセンターにお問い合わせください。
お気軽にご相談ください! お問い合わせはこちら


